In Figure 6 these two arrows are connected by an oval; the oval is an “and” connector indicating that both the underlying entities must exist for the effect to exist. In this case 515 says that departments act to maximize their “tons per hour”. Now consider the colors appearing in the activity boxes in Figure 4. These activities represent resources that are required for the activity to be completed. This means that they both cannot start at time 16 as is implied in the two CPM paths.
External links
Learn about the top process improvement tools in this beginner’s guide and how to use them to enhance efficiency and streamline operations. So, here is what the team at LoudCo does in response, using the five steps of the theory of constraints. Project management has its unique set of three constraints, often called the “triangle of constraints” and “the iron triangle.” Here are the triple constraints of project management.
Six Layers of Resistance to Change
A stocking location that manages inventory according to the TOC should help a non-TOC customer (downstream link in a supply chain, whether internal or external) manage their inventory according to the TOC process. This type of help can take the form of a vendor managed inventory (VMI). The TOC distribution link simply extends its buffer sizing and management techniques to its customers’ inventories. Doing so has the effect of smoothing the demand from the customer and reducing order sizes per SKU. VMI results in better availability and inventory turns for both supplier and customer. The benefits to the non-TOC customers are sufficient to meet the purpose of capitalizing on the competitive edge by giving the customer a reason to be more loyal and give more business to the upstream link.
Step 4: Elevate the Constraint
Lean thinking achieves the objective of cost reduction by employing a system-view of an organization that is centered on the notion of customer-defined value. Lean efforts are aimed at eliminating all the steps in the production of a good or service that do not add value to the final customer. In manufacturing, particularly the service and transactional industries, you often don’t find “big piles” when looking for constraints. Thus, it would help if you used other tools to determine what keeps an organization from achieving success. Thinking Processes capture the symptoms, often called undesirable effects (UDEs), to help to find the issue’s root cause.
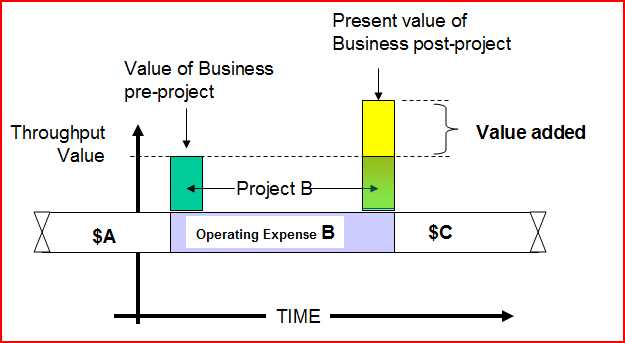
The chief goal of TOC is to remove the barriers that limit the team or organization’s throughput. Throughput is the rate at which the team produces the number of items or materials passing through a process or system. Traditionally, this refers to the rate at which the business generates revenue. Our society has many sayings and axioms regarding things going wrong. For example, we have Murphy’s Law (“Anything that can go wrong, will go wrong”), or sayings like “fly in the ointment” and “waiting for the other shoe to drop,” and “it’s always something!
- This is a dummy constraint because the cost of a setup crew is very small compared to the thousands of dollars per hour lost when the constraint was idle.
- There have been plants which have succeeded to adopt Theory of Constraints with very good bottom line results only to see the plant manager promoted and replaced by one who isn’t familiar with TOC and goes back to the old way of doing things.
- When constraints are elevated (Step-4), they cease to be bottlenecks, allowing attention to shift toward the next limiting factor in the process – the new Constraint.
- On the other hand, I’m also aware that, when sitting professional exams, you need to have a working knowledge of throughput accounting that you can apply in the exam hall.
- One prison found that having prisoners attend an extensive course in the Thinking Processes led to a substantial reduction in recidivism.
If every system, or organization, has at least one constraint, then what exactly is a constraint? Throughput is calculated as ‘selling price less direct material cost.’ This is different from the calculation of ‘contribution’, in which both labour costs and variable overheads are also deducted from selling price. One cannot help but agree with this belief really since, in most businesses, it is simply not possible, for example, to hire workers on a daily basis and lay workers off if they are not busy. A workforce has to be employed within the business and available for work if there is work to do. You cannot refuse to pay a worker if he is forced to sit idle by a machine for a while.

515 and 530 yield 550 which says, like 545, that departments tend to make long runs even though they are making to forecasts and ignoring firm orders for lighter products. All of this leads to 570, the implications of which is that steel mills tend to have excess inventories of items that have high “tons per hour” values and tend to be out of stock of items with low “tons per hour” measures. This is a chronic problem in steel mills, one that mills have spent much effort to solve the symptoms. The “tons per hour” CRT shows that as long as “tons per hour” remains the prime measure for a steel mill, this problem will not go away.
Buffer holes are expected in the green region and are to some extent acceptable in the yellow region, but should not occur in the red region. The job of the buffer manager is to check on the status of the buffer frequently and note the existence of holes. If there are holes in the red region of the buffer the buffer manager will immediately expedite the work into the buffer.
If there are holes in the yellow region the buffer manager will locate the material and determine that it will be processed soon. In a plant that is measured on worker efficiency, Worker A would lobby to have material released at a rate to keep himself busy all the time, but this would result in premature release to the shop. For this reason, the entire shop needs to understand that in running under the Theory of Constraints only the constraint needs to work all the time. cash inflows and outflows of operations They might use this time to cross-train on other jobs, do simple maintenance on their equipment, perform quality checks, or do other useful tasks but they should not produce ahead of the drum schedule. Releasing material to the shop at precisely the drum’s pace forces the other resources to be subordinated to the resource constraint. Resource constraint C could be elevated if another worker C could be hired, giving worker C an effective capacity of 6,000 minutes.